1. Проектировочные работы (проектирование битумного комплекса, резервуара, внутреннего
нагревателя, фундамента, теплоизоляции)
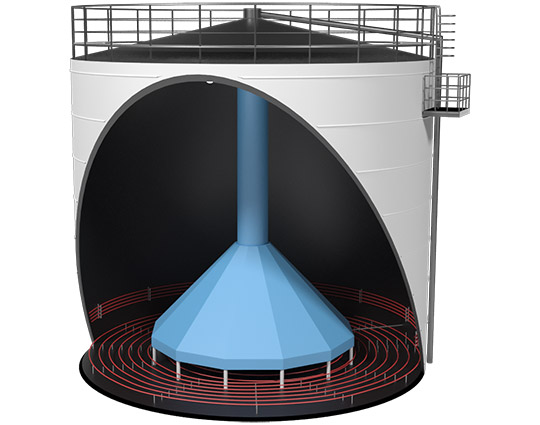
2. Поставку резервуара и дополнительного оборудования (металлоконструкция резервуара,
внутренний нагреватель, нагреватель термального масла НТМ, масло и битумопроводы, навесное оборудование, битумные станции, комплект запорной арматуры)
3. Доставка, монтаж и пуско-наладка резервуара и внутреннего нагревателя.
4. Монтаж теплоизоляции и внешней обшивки резервуара.
5. Монтаж запорной арматуры.
6. Установка и настройка автоматизированной системы управления битумных хранилищ

")
")